









First ensure that the power switch is in the ON position. If the display still does not show up, check for loose signal cables. Also check for loose electrical plugs and if the fuse has blown. If the fuse indicator light is on, this means the fuse requires replacing.
Home
Products
Introduction
Forwell’s Quick Die Change System is an automatic die changing system that can be specifically designed for hydraulic and mechanical power presses and press production lines. This system automates the die changing process and provides increased speed, efficiency and productivity to a workshop. The Quick Die Change System not only reduces die change time, but also promotes diverse small batch production runs and streamlines production management.
Quick Die Change Systems are becoming a standard for large manufacturers as they not only increase production efficiency, but also improve the overall working environment. The Automatic Die Change System can be built specifically for your machining requirements and will drastically reduce machine idle time during die changes, boosting your competitiveness. There are also a number of indirect benefits of installing a Quick Die Change System for your hydraulic and mechanical type press machines.
Firstly, automated operations reduce labor expenses, but also reduce workshop accidents and the physical stresses on operators, making them more productive. Secondly, all dies can be changed without any modification allowing for the use of standardized die and press equipment, saving costs. Lastly, multiple presses can share a single Quick Die Change System, further economizing on costs and resulting in higher efficiency and productivity.
Products
Die Cart System Layouts
Forwell can design the most practical and efficient Quick Die Change System according to your plant layout and equipment. To further improve the efficiency of your die changes, this system can be paired with Forwell’s Die Cart System to create a fully automatic die change system for your press production lines. When establishing a new production facility, please contact Forwell directly to see how beneficial a Quick Die Change System and Die Cart System can be for enhancing your productivity. Below you can see the different layout configurations possible when combining Forwell’s Quick Die Change System with Forwell’s Die Cart System:
Bidirectional Moving Cart Layout
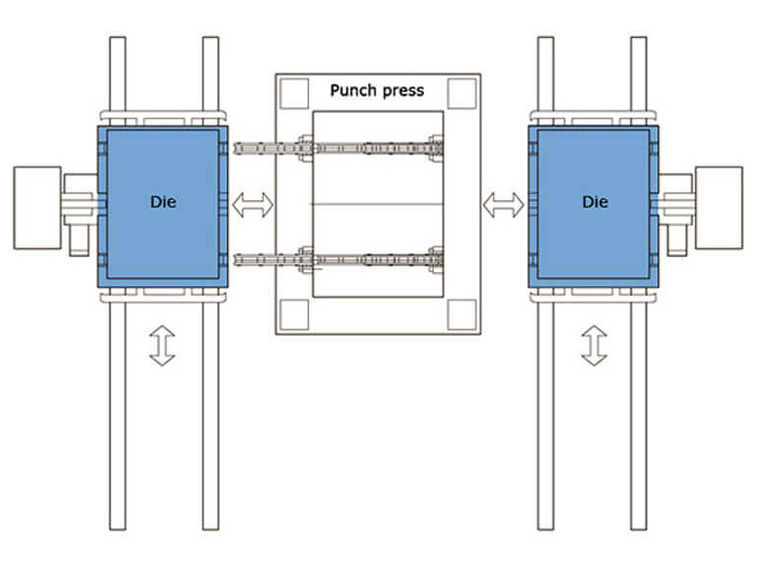
Simultaneous 2-die change operation using two carts either side of the press. This layout allows for the fastest possible die change time.
Parallel Machine Cart Layout
Die changes are performed using a 2-die cart that serves two or more presses that are positioned along one line. This allows for a wide application of quick die changing.
Two Dies on a Moving Cart
The insertion of mold and die can be done in either way, allowing for greater flexibility of robotic arms.
Effects of Introducing QDCS
Before
After
01
Manual Operation
Automation
02
While Die/Mold changing, it takes long time and manpower to tighten.
Only touch the buttons on the control panel.
03
The tightening force will be different by different operators.
The clamping force is the same. Increased safety.
04
Operators waste much manpower, increased injury happened.
By control panel, operators save manpower and decrease injury happened.
05
No alarm notification while the screws are loosing.
With alarm device, the machine will stop immediately.
System Selection
The Forwell Quick Die Change System boosts the efficiency and safety of small to large scale pressing operations. For the system configuration best suited to your needs, please refer to the following sections.
Explanation of Model Numbers
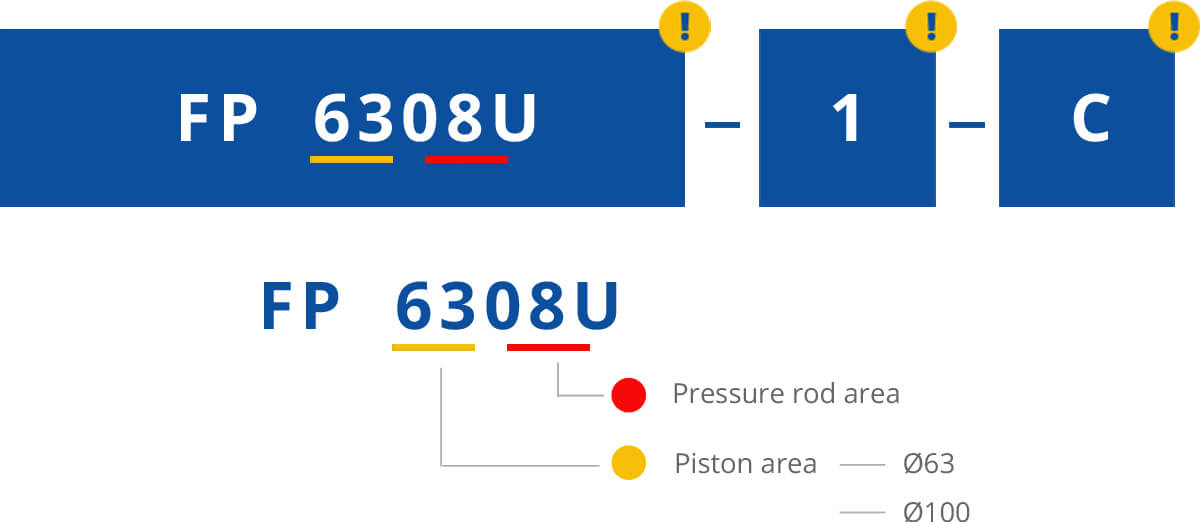
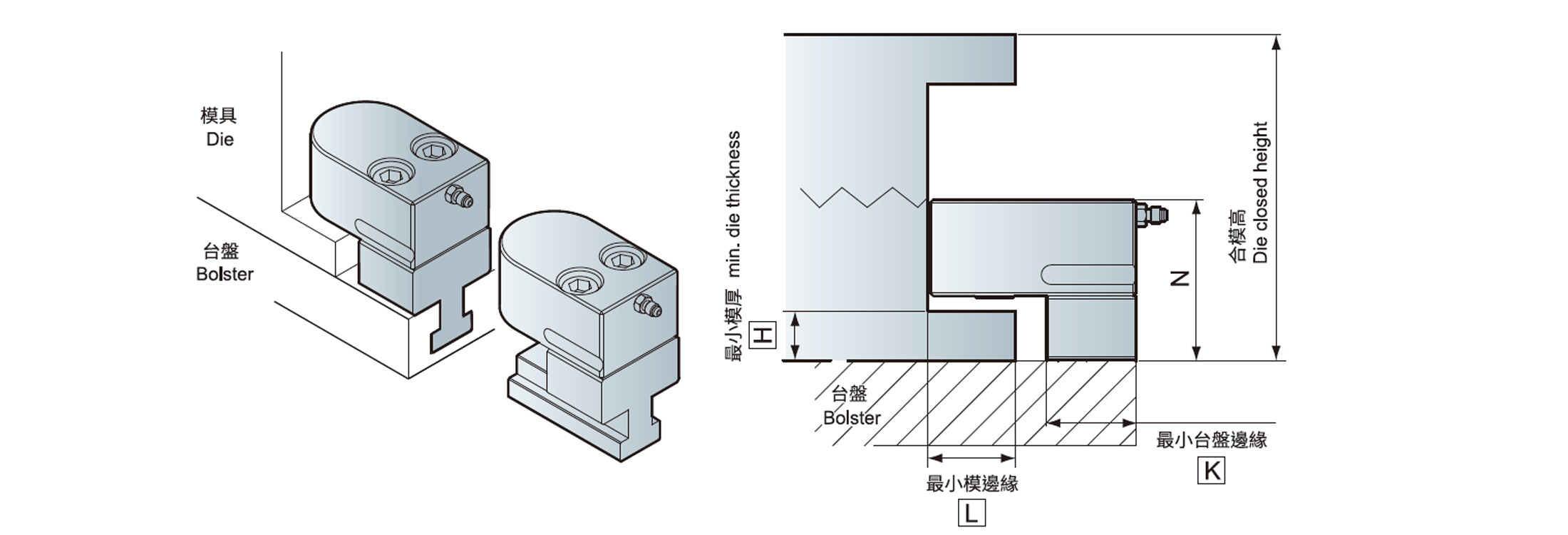
Basic clamp selection
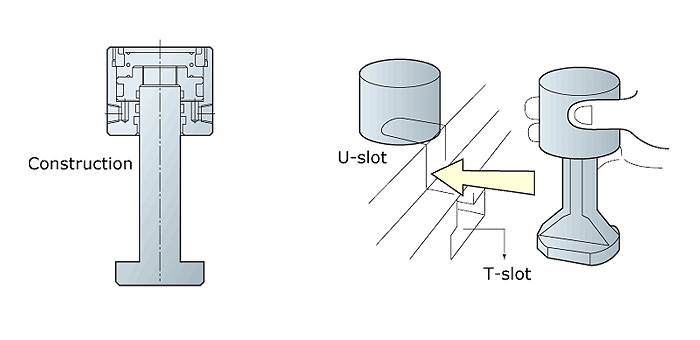
Select TX Clamp when die U-slots are provided.
Select TY Clamp when die U-slots are not provided.
Determine the required clamping force
Clamping force = 20% of Press Tonnage
Distribution of upper to lower die clamping force
Higher press tonnage for the upper die.
Ratio of upper clamping force to lower clamping force=3:2
(Single die clamping force)=(upper or lower die clamping force)÷number of clamps
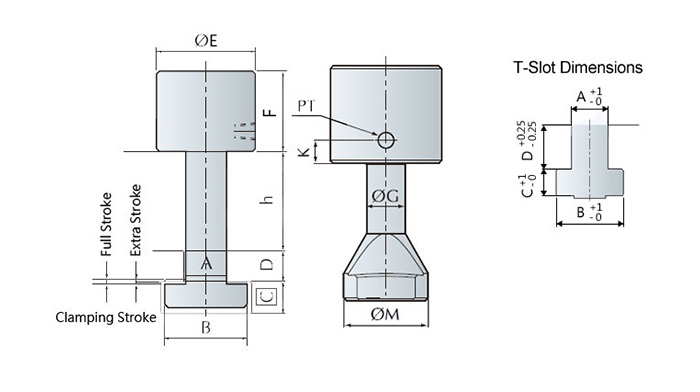
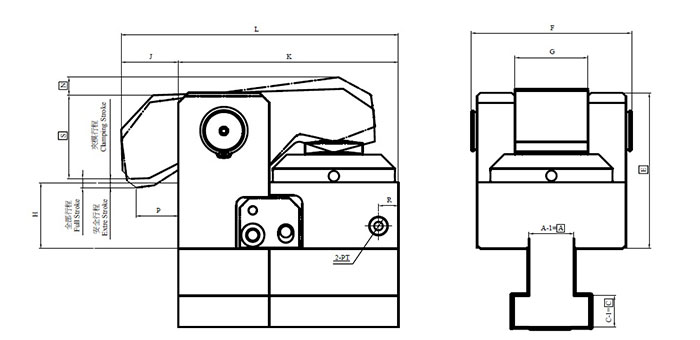
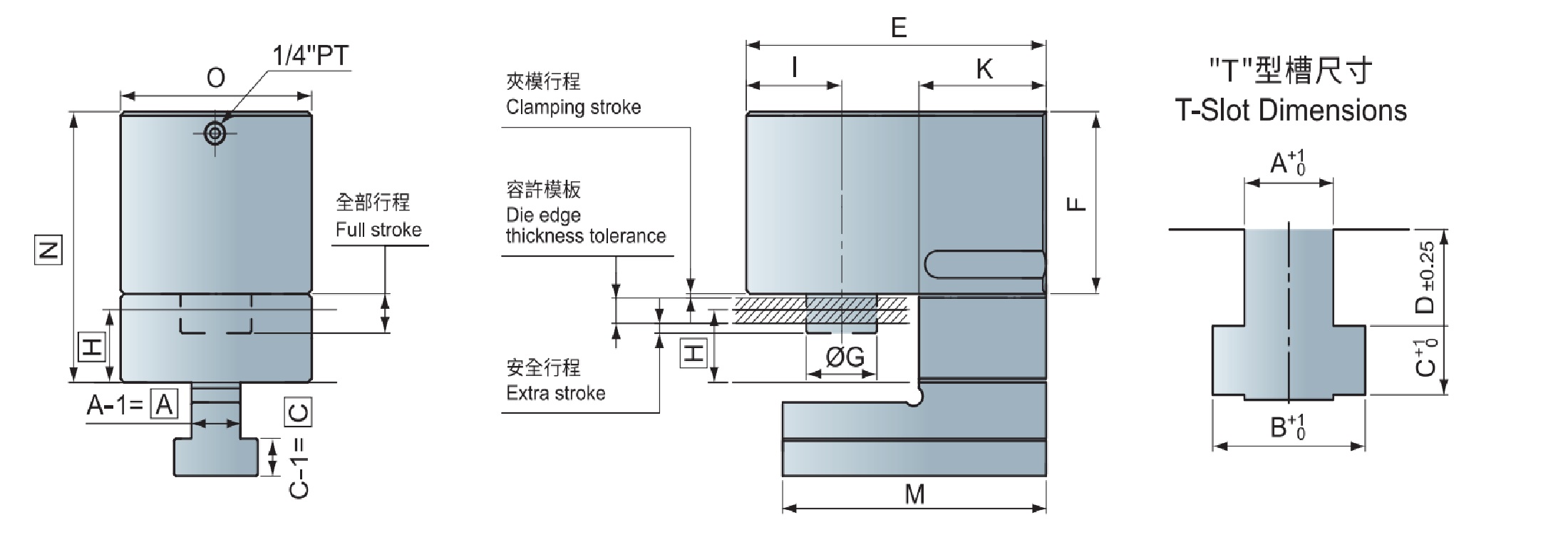
How to determine the number of clamps required
Determine the number of clamps according to the dimensions and configuration of your die and the T-slot arrangement on the press.
Enlarge Specification
| Screw Bolt | M16 | M18 | M20 | M24 | M30 | M38 |
| Clamping Force(tf) | 3 | 4 | 5 | 10 | 15 | 20 |
Determine the number of clamps according to the dimensions and configuration of your die and the T-slot arrangement on the press.
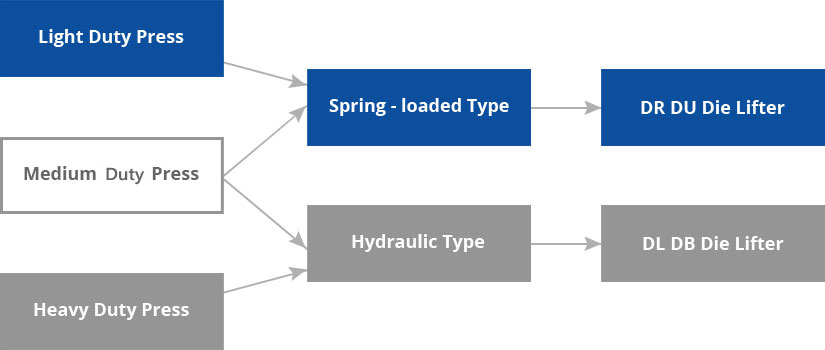
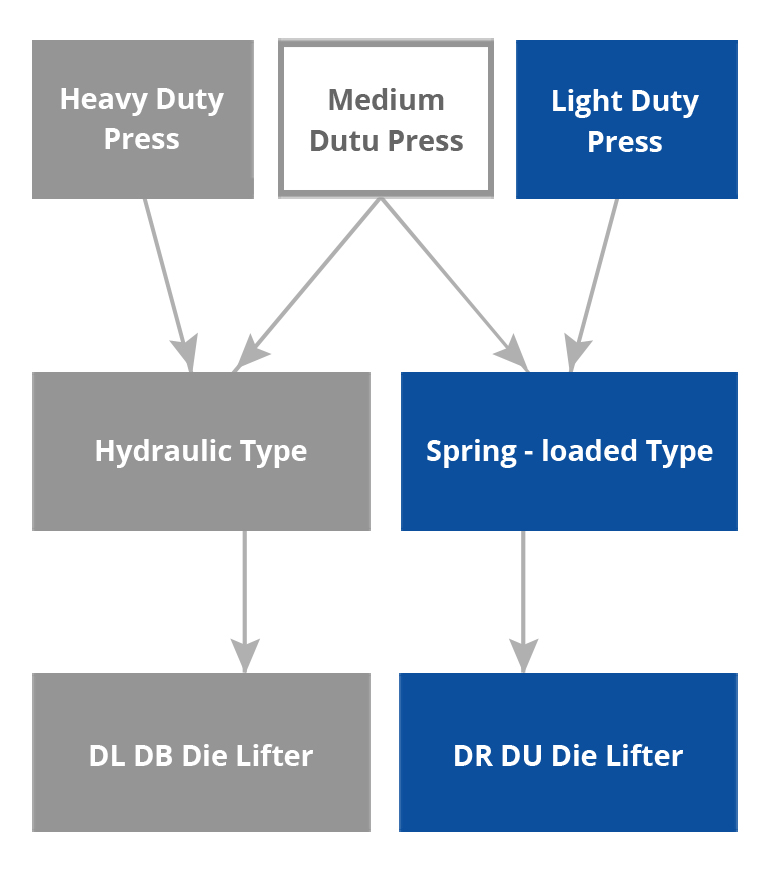
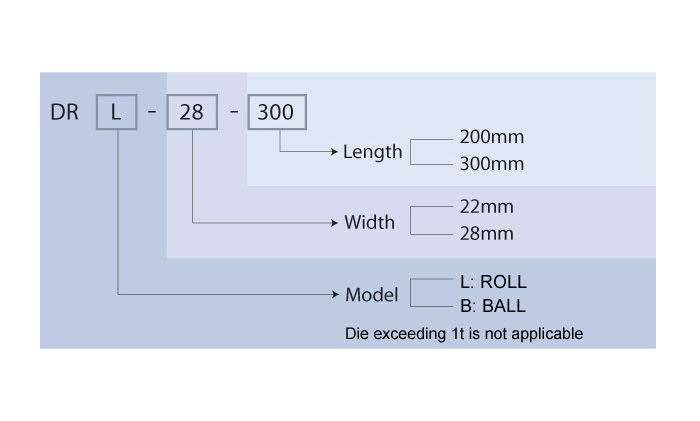
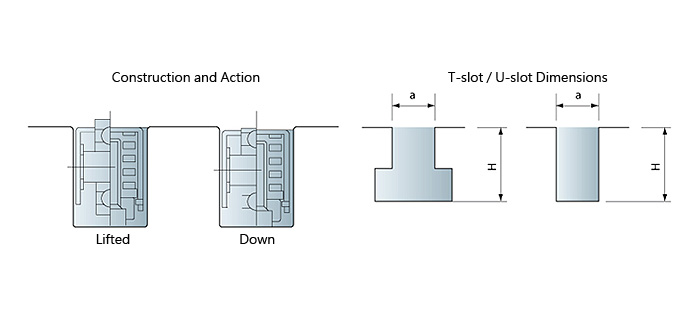
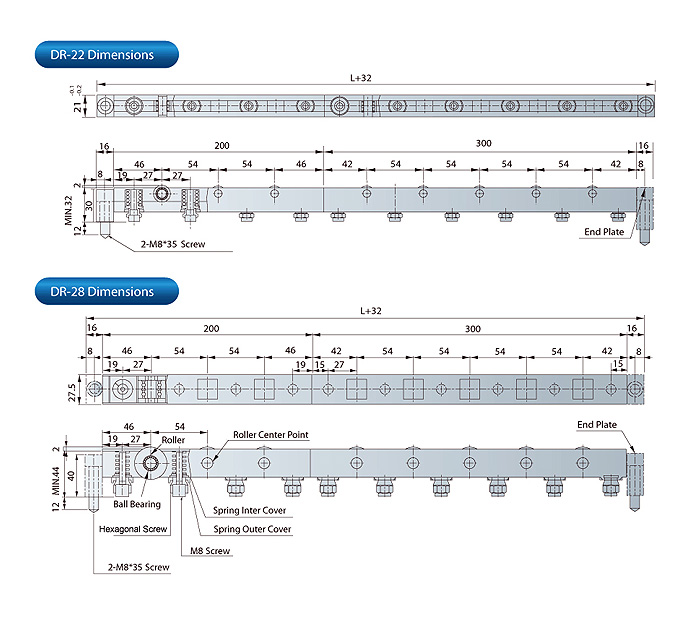
Selection of Die Lifters
Select Spring-Loaded of Hydraulic Die Lifters
Select Spring-Loaded (DR DU) or Hydraulic (DL) Die Lifters according to the press tonnage, die weight and the die positioning accuracy required.
Selection criteria
Die Lifter
Lift Capacity
Maximum Die Lifter Load Weight
U-slot Size
Accessories
Selection of Die Arms
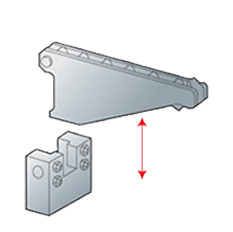
RC Detachable Type
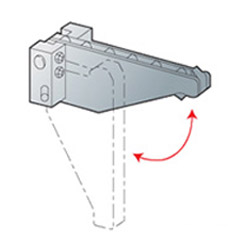
RD Drop-down Type
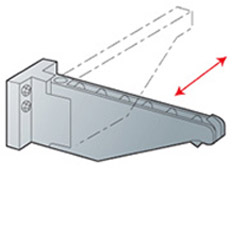
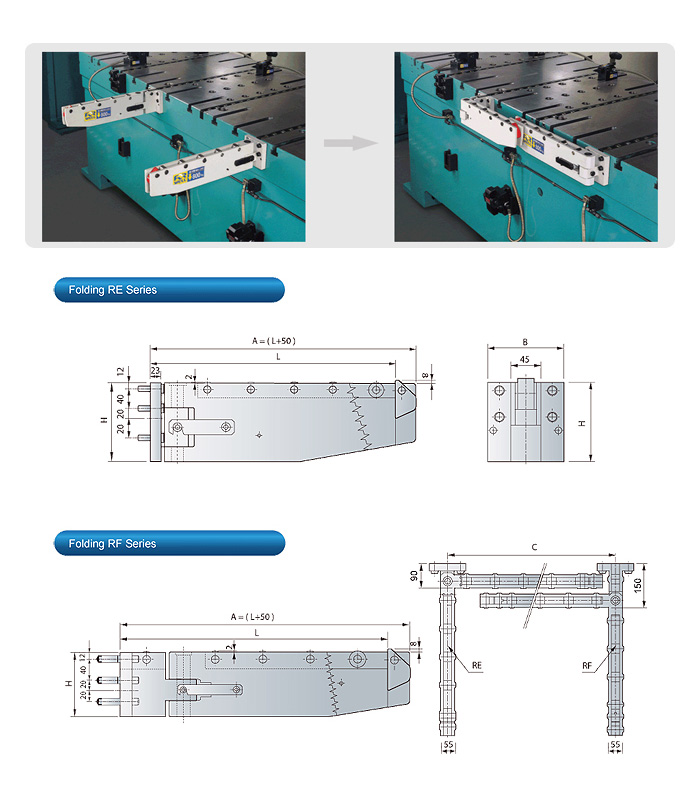
RE/RF Folding Type
Selection criteria
Die Dimensions
Maximum Die Arm Load Weight
Type
Q & A
Are you experiencing problems with your Quick Die Change System. Below you will find solutions to the most common problems. You can read the answer or click on the video for a detailed explanation.
No display on the control panel?
Control panel display looks normal but system will not operate?
Ensure that the air pressure is turned on and is within the systems operating range. Next check that the key switch is turned to the ON position before operating the clamps. Lastly when turning the key switch to the OFF position, check that the switch is working.
Pump is running continuously and cannot be stopped?
First check for signs of fluid leakage. If there is no leakage check the oil level indicator to see if the fluid level is within the suggested limits. If the level is normal, try turning the release valve to release air pressure and then closing the valve.
Clamp does not hold die securely?
First check that the air pressure is sufficient for the pumps operating range. Then ensure that the thickness of the die base is within the specifications for the clamp (The die base may be too thin for the clamp).
Die lifter does not lift the die?
Turn off lower die clamp so the die lifter can return to normal operation.
Air pressure or hydraulic pressure too low?
Check to see if the air compressor is turned on and the air lines are free and clear, if there are no problems with the air supply, inspect the air pressure regulator and adjust the pressure if needed. Also check to see if the PU hose is ruptured or damaged.
Slow pumping action?
Inspect the hydraulic pump, and if you hear that the pump is pumping slowly it is required to lubricate inside the pump with oil or grease. This should help the pump to resume running at normal speed.


.jpg)






{kind=link}