









檢視總電源開關是否在ON位置。
系統解說
沖床專用快速換模系統爭取換模時效、確保操作安全,少量多樣生產已成目前產業的生產趨勢,面對高頻率換模時代的來臨,具備高效率的換模作業能力已成為自動化生產過程中的重要製程,同時也是決定降低生產成本與提升市場競爭優勢的重要依據,其中,「快速換模系統」在整個自動化生產中扮演著極重要的角色。
富偉沖床快速換模系統包含移模臂、夾模器、舉模器、操作箱及動力泵組合。透過自動化設備的搭配,將模具的產品換模時間、生產啟動時間或調整時間等儘可能減少,使用者能夠快速更換模具與夾緊模具,減少換模時間、多種少量的生產、減少存貨、產量與品質改善、降低勞力成本,徹底的降低換模時間,獲取直接效益。
多台沖床共用一套快速換模系統整廠自動換模台車系統,該「自動換模台車系統」能有效解決3至15噸大型模具的換模作業,如汽車鈑金、汽車保險桿、車燈、電冰箱、洗衣機、大型玩具等大型塑膠射出零件,且富偉精機可依各種獨立作業需求研究開發各種搬運台車,並可設計單鍵全自動或半自動對模具的搬入搬出,同時,現在該模具輸送系統也已逐漸被業者接受與採用,尤其是,汽機車零組件等需大型模具的製造業等。
應用範例
雙向移動式
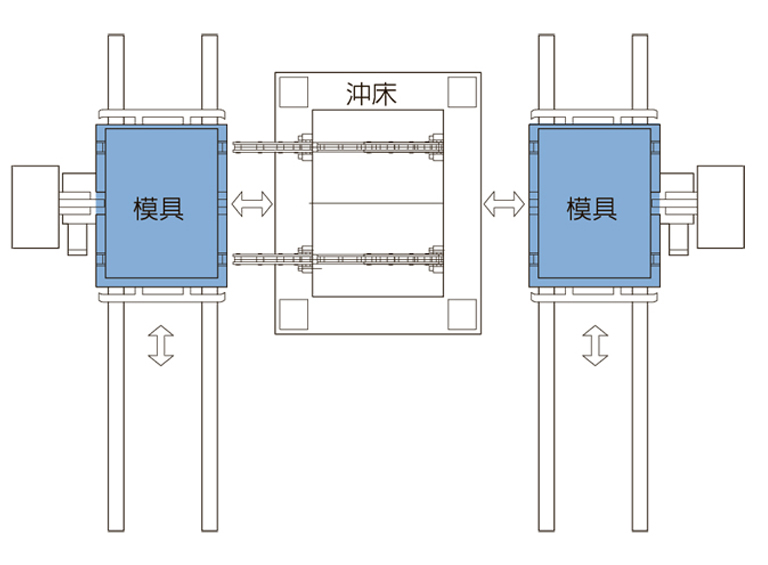
雙模雙台車同步進行,在最短時間內更換模具,節省換模時間。
直列共同移動式台車
使用移動軌道和移動台車進行換模,可多台共用,適用範圍較廣。
單機雙模移動式
前後入模,避免機械手阻礙。
導入快速換模系統的好處
導入前
導入後
01
手動操作。
自動化。
02
在換模時,人力操作要花很長的時間鎖緊。
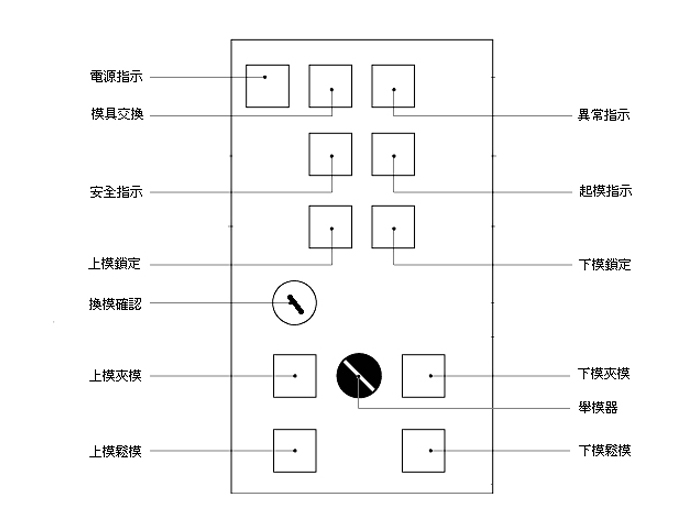
只需按操作板上的操作鈕。
03
鎖緊力道會因著不同的工作而有所差異。
鎖模力是一樣的。安全地增加。
04
現場人員花費很多精神,同時工安意外可能性增加。
只要透過操作板,現場人員不但可以節省人力,還能降低工安意外發生率。
05
螺絲鬆弛時沒有安全警示。
有安全警示功能,當有問題時,機台會自動停機。
系統規劃
FORWELL Q.D.C.S.提供了最大適用性與多樣性產品,以獨特化的系列化設計理念,求取與沖床模具的最佳搭配,您所需求的最佳系統元件組合,可參照下列說明:
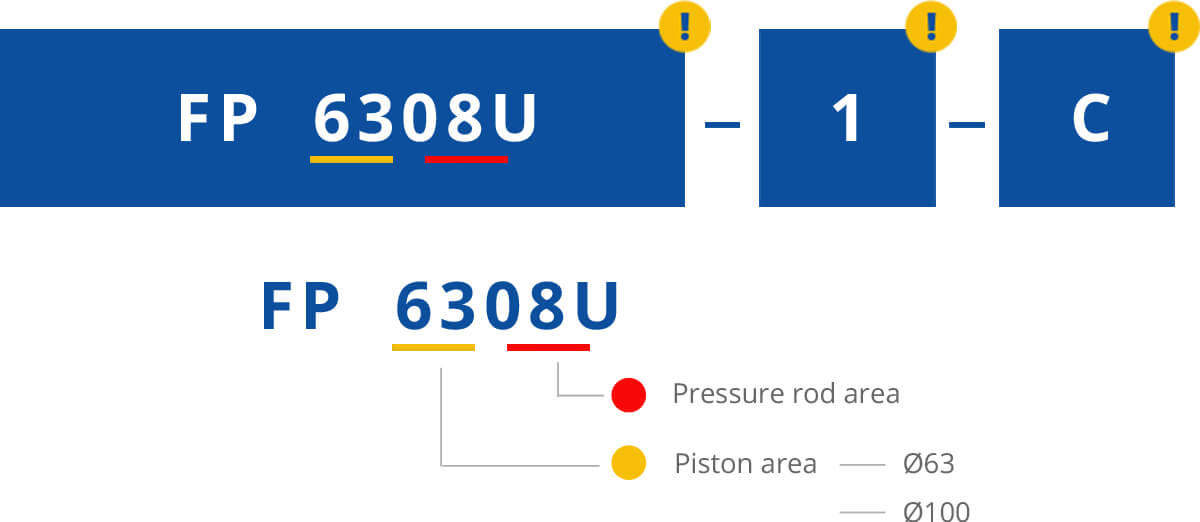
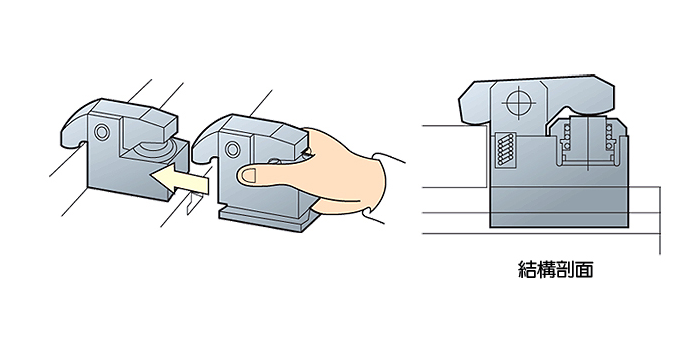
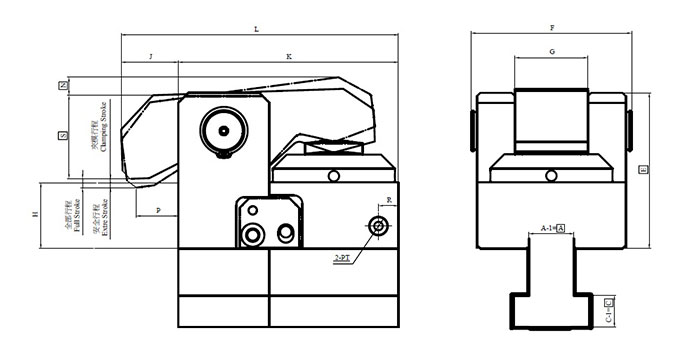
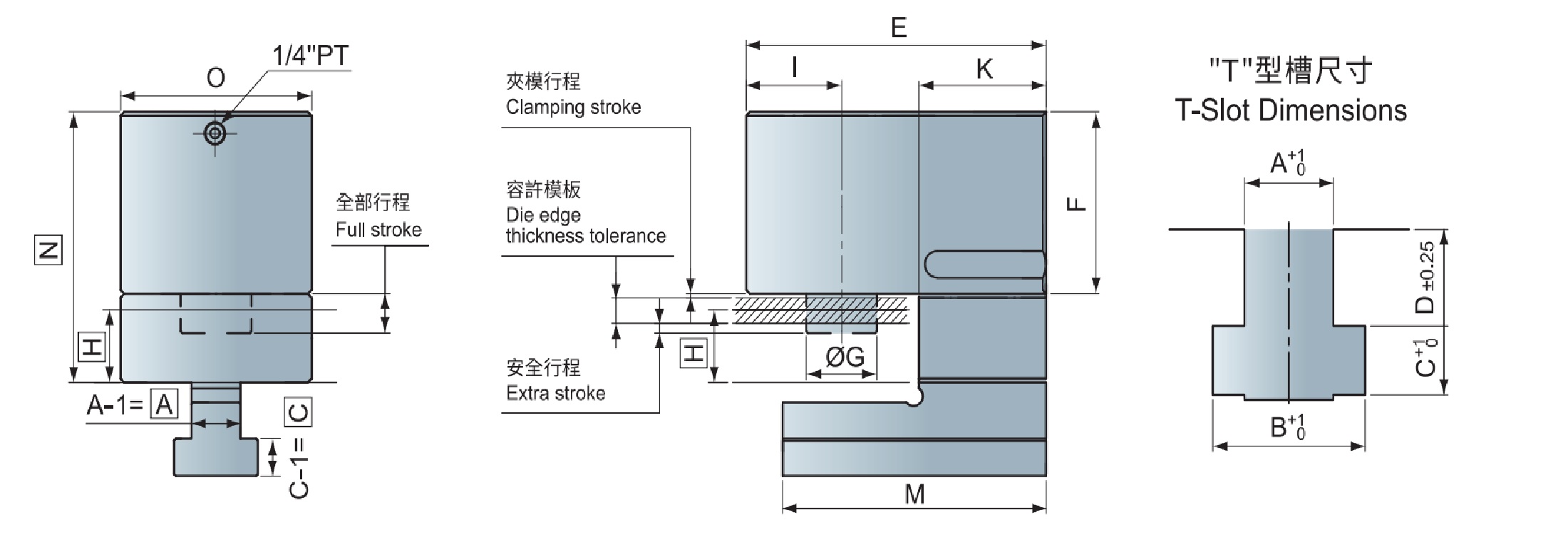
基本型式之選定
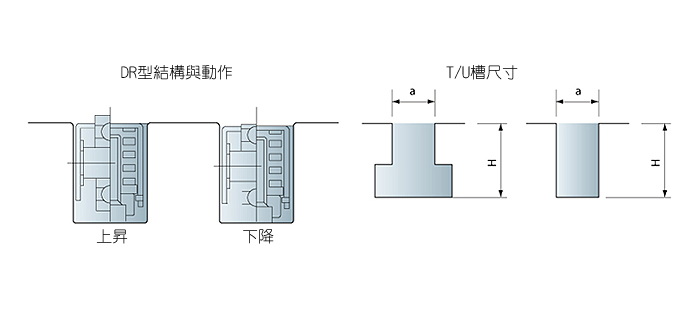
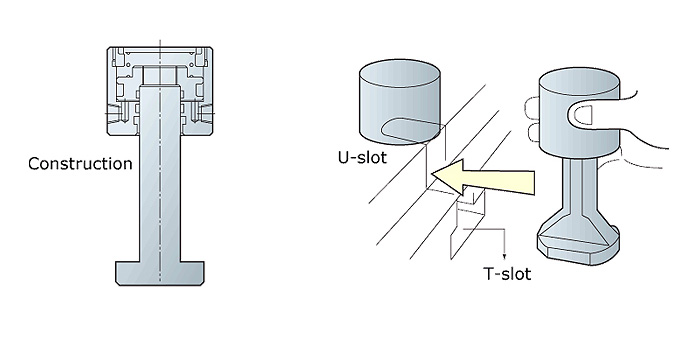
模具邊沿有"U"溝設計,採用TX型
模具邊沿無"U"溝設計,採用TY型
夾模器夾持力的計算
夾模器總夾持力 = 沖床沖壓能力 20%
上下模所需夾持力的分配
(上模夾持力):(下模夾持力) = 3:2
(單一夾模器夾持力)=(上模或下模夾持力) / 夾模器數量
若依所使用螺栓之規格推算夾持力,如下表:
夾模器數量
根據模具的大小與沖床出力的噸數來決定
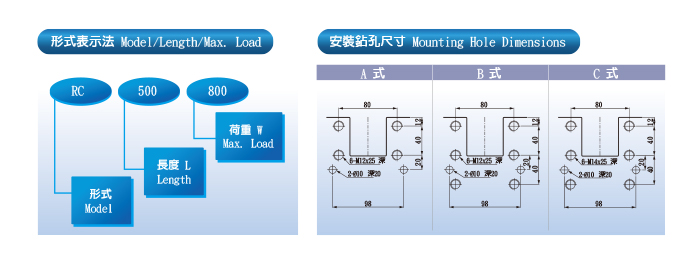
規格表放大
| 螺栓規格 | M16 | M18 | M20 | M24 | M30 | M38 |
| 夾持力 (tf) | 3 | 4 | 5 | 10 | 15 | 20 |
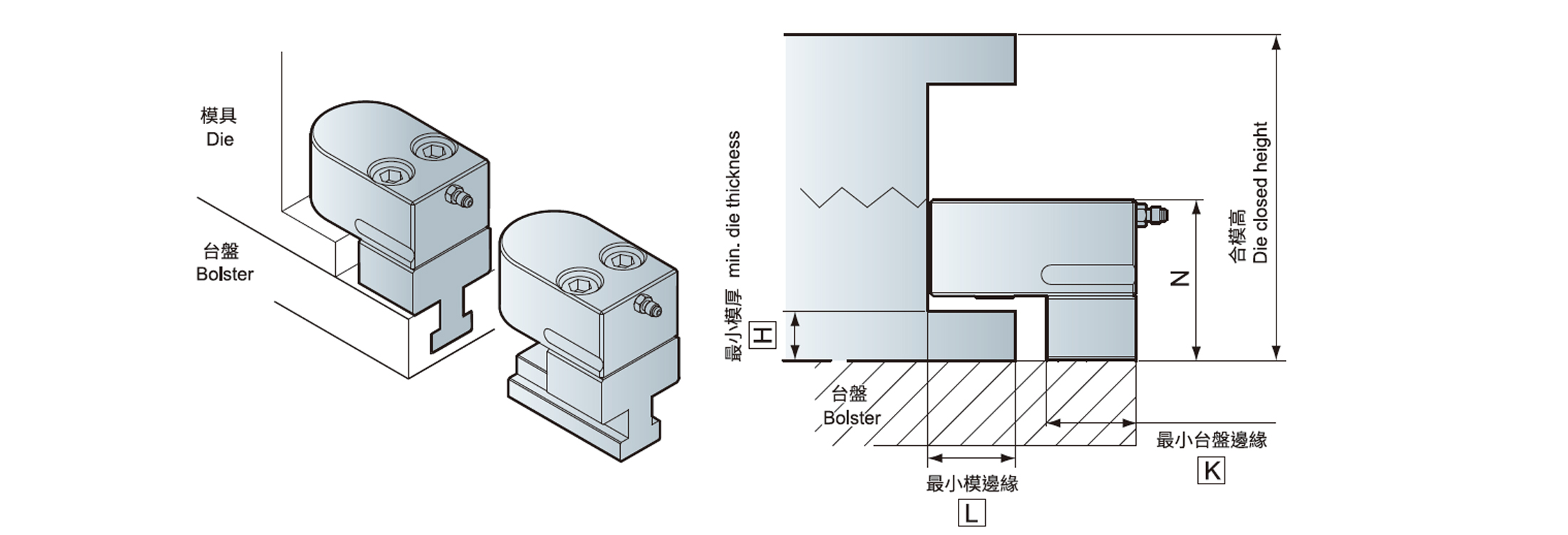
上列夾模器夾持力與其數量應依實際作業需要修正,並且供夾模資模具邊沿厚度須標準化,以利配合夾模器之使用
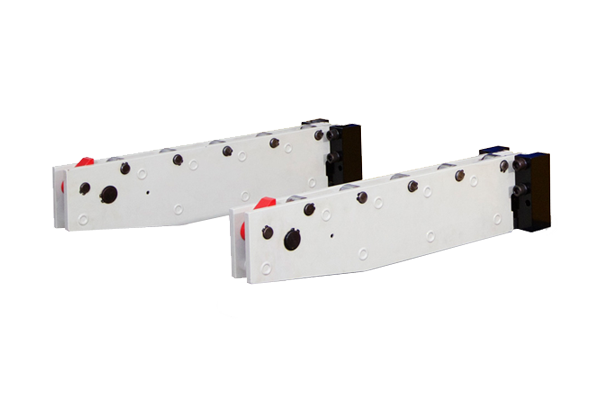
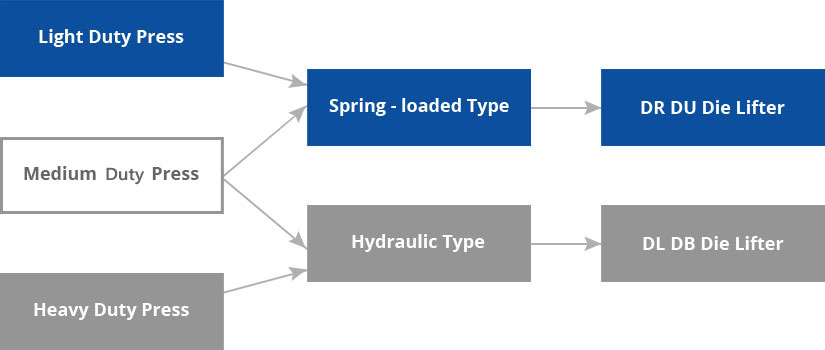
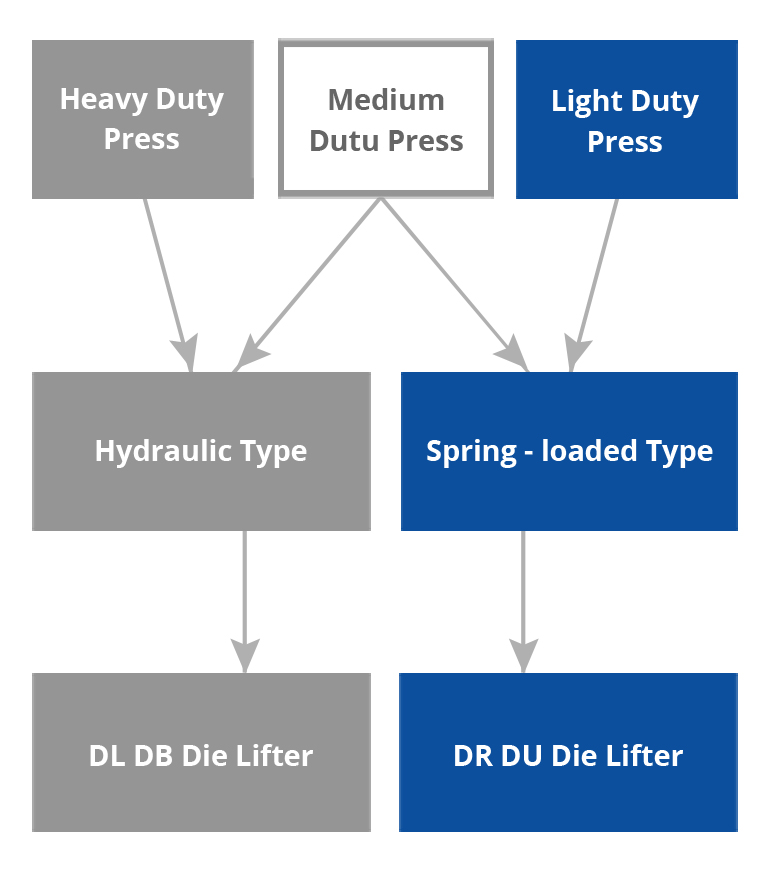
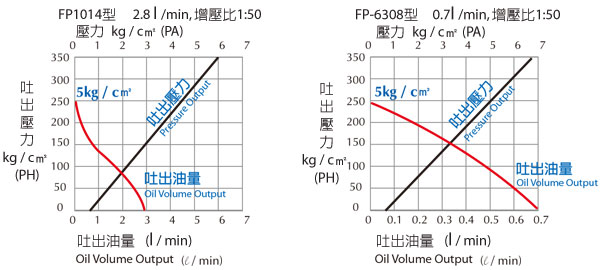
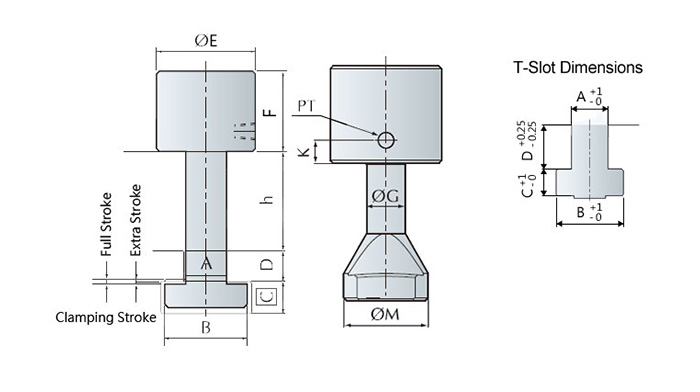
選擇舉模器
彈簧式或油壓式之選定
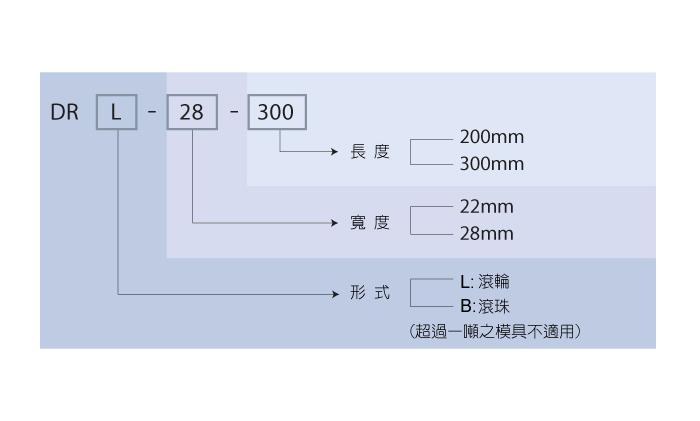
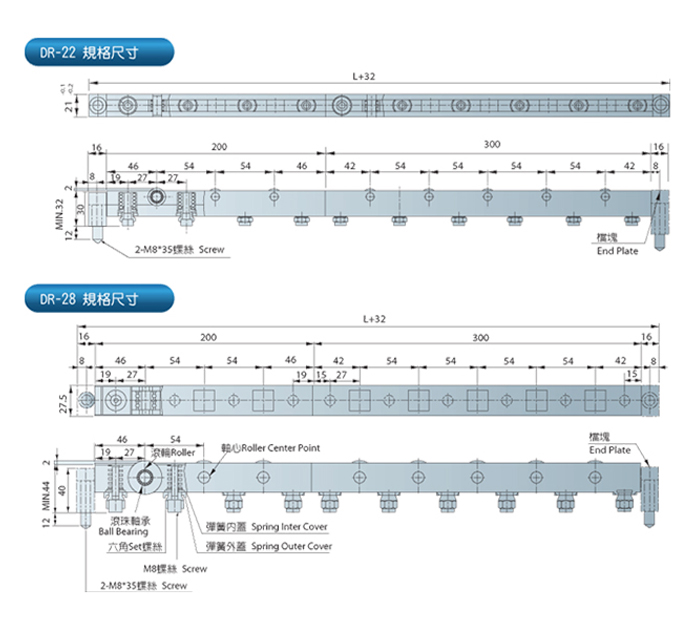
依據沖床噸數選擇DL型(油壓型)或DR型(彈簧式)此外並需將模具重量與所需舉模器之長度一併考量
選用參考基準
舉模器長度
舉模能力
最大承載重量
U槽尺寸
配管配件
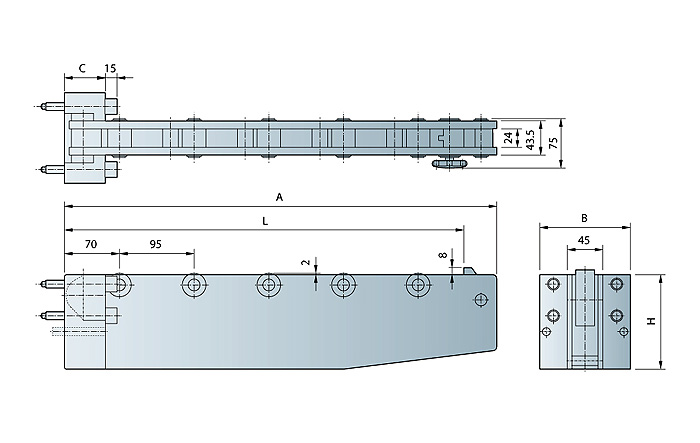
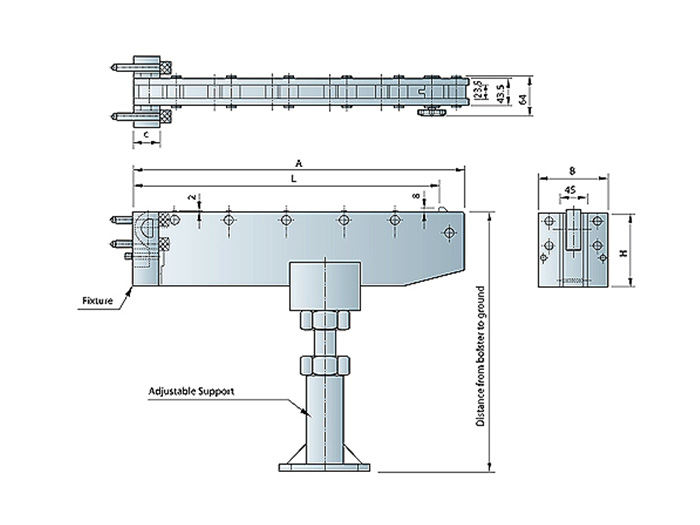
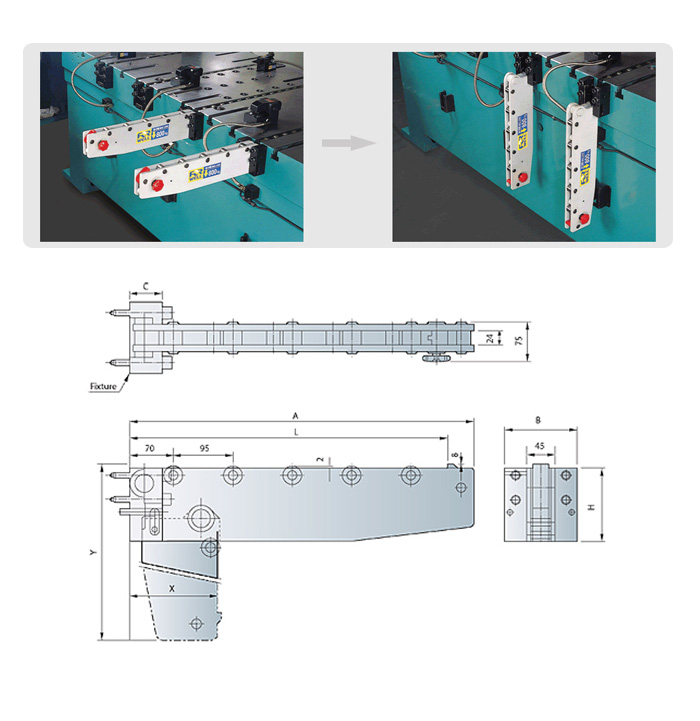
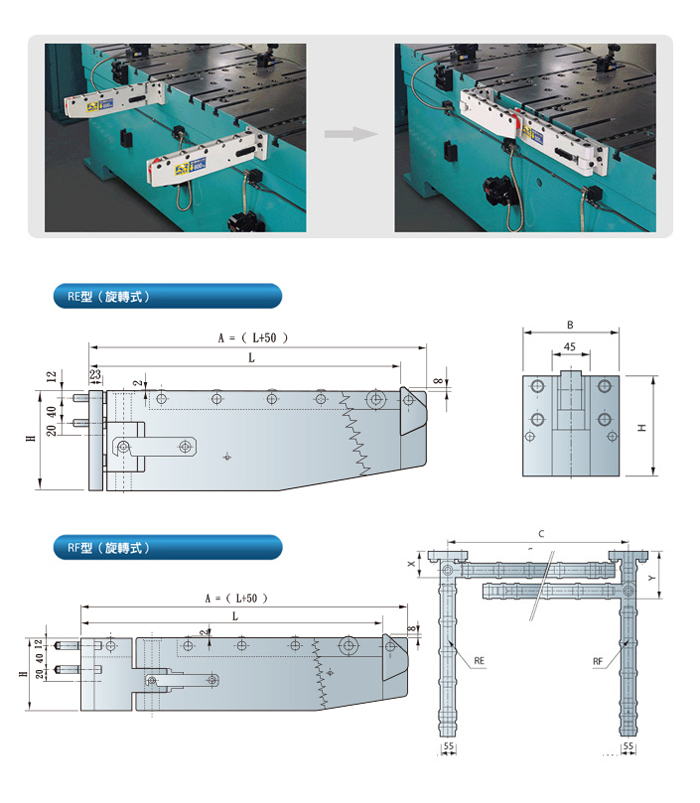
選擇移模臂
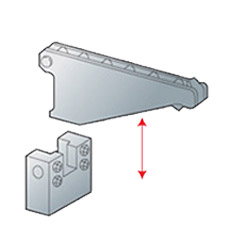
RC型 (移動式)
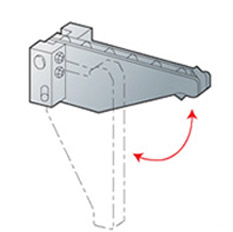
RD型(折下式)
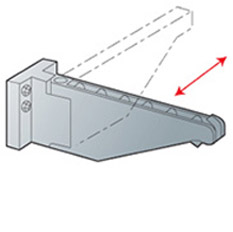
RE/RF (旋轉式)
選用參考基準
模具尺寸
移模臂最大承載重量
型式
Q & A
若您在操作沖床專用快速換模系統時遇到問題,可參考以下解決方案:
操作箱無訊號?
操作箱訊號正常,但無法操作?
請檢查二點組合中之滑動開關是否已開。
泵浦打不停?(管線沒有漏油時)?
檢視油面計中油量是否太低‧若是油量正常則旋鬆空氣排洩排除內部之空氣後,鎖緊之。
夾模器無法夾緊模具?
請檢查模具底板厚度是否在夾模器作業尺寸範圍內 (有可能是底板厚度太薄)。
上夾模器正常,下夾模器無法動作?
先關掉舉模器開關 ( down ),則下夾模器可恢復正常。
舉模器無法升起時?
請先鬆開下夾模器 ( 下模鬆模 key ),則舉模器恢復正常。
泵浦動作異常緩慢(泵浦打氣的聲音很慢)?
泵浦內部潤滑。
空氣壓力不足,油壓力量太低?
請先檢查貴廠 AIR COMPRESSORS 有無啟動,空壓有無輸送,送達‧若一切正常則檢查二點組合上方之調壓弁調節之‧(調節前請先檢視 PU 管有無破裂漏風或折死現象)。







{kind=link}